EN
EN
 AR
AR
 HR
HR
 NL
NL
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 GL
GL
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 MK
MK
 HY
HY
 AZ
AZ
 KA
KA
 UR
UR
 BN
BN
 LA
LA
 MN
MN
 KK
KK


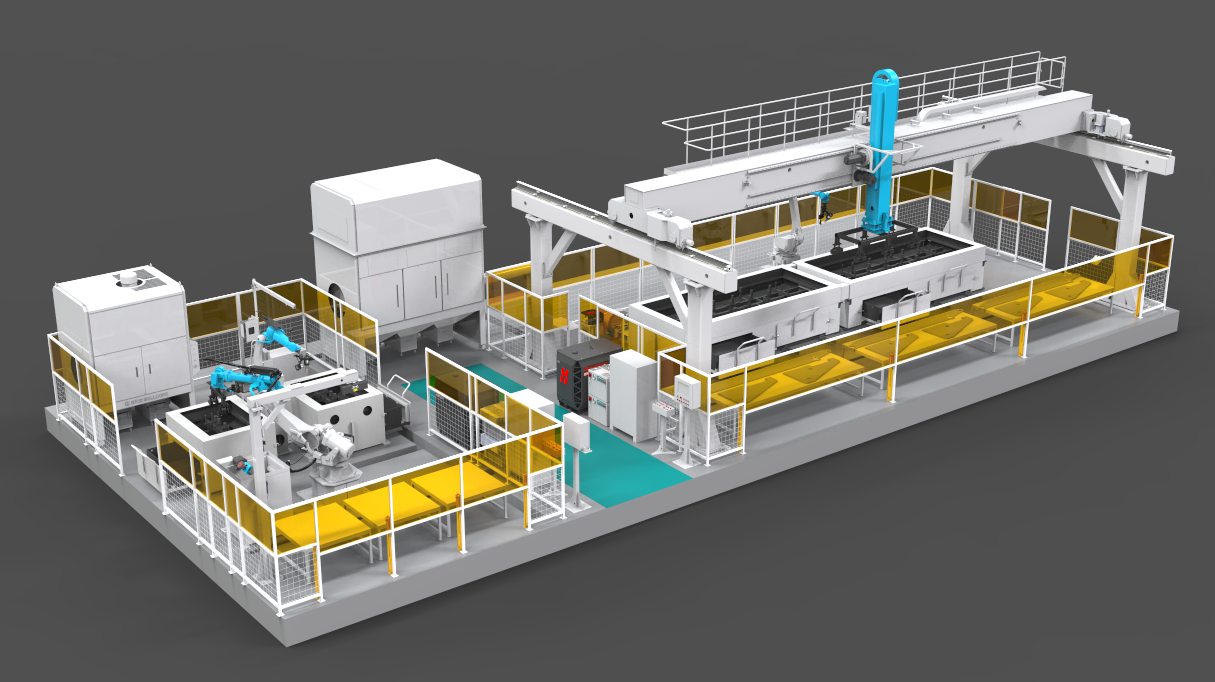
Ավտոմատ Պլազմային Ռոբոտային Անկյունագիծ Սահքի Սիստեմ
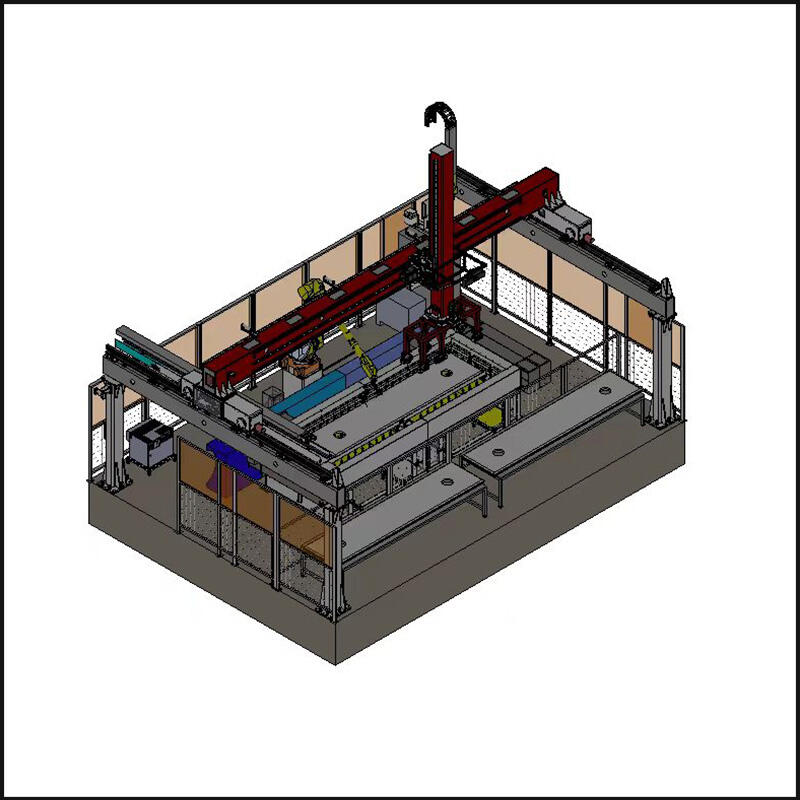
Համակարգի տեղադրումը պլազմայի կտրումի համար
Գործողության տիրույթը:
Դրական սանդղակ: 100x100-1000x1000մմ@20-45°
媡 սանդղակ: 100x100-800x800մմ@40-60°
NON-TEACHING INTELLIGENT Սահքի Կտրում
Կոտորակային սահքերի և միացման գործընթացները, որոնք պատահականություն ունեն որպես առաջին գործընթաց, կարող են անմիջապես ներկայացնել պատուհաններ արդյունավետության և որոշ որոշ ուժերի մասին։ Սա icularly ճիշտ է փոքր մասերի կոտորակային սահքերի դեպքում։ Այժմ փոքր մասերի կոտորակային սահքերի համար հաճախ օգտագործվում է تقليստական արեգակնային սահքի գործընթացը, որը պահանջում է նախնական գրաֆիկական սահքեր, տեղադրում և կոտորակային սահքեր արեգակնային տարան օգտագործելու համար։ Դա նաև պահանջում է փոքր աշխատանքային տարածք, և յուրաքանչյուր անգամ, երբ աշխատանքային մասը փոխվում է, այն պետք է նորից նախնականում հաջորդաբար վերջացնել։ Հետևաբար, արեգակնային սահքի սովորական գործընթացը ունի այնպիսի թերություններ, ինչպիսիք են՝ կոտորակային սահքերի վատ համատեղափոխություն, վատ որոշակիություն, ցածր արդյունավետություն, շատ աշխատավարձականություն, ցածր կիրառման տիրույթ և այլն։
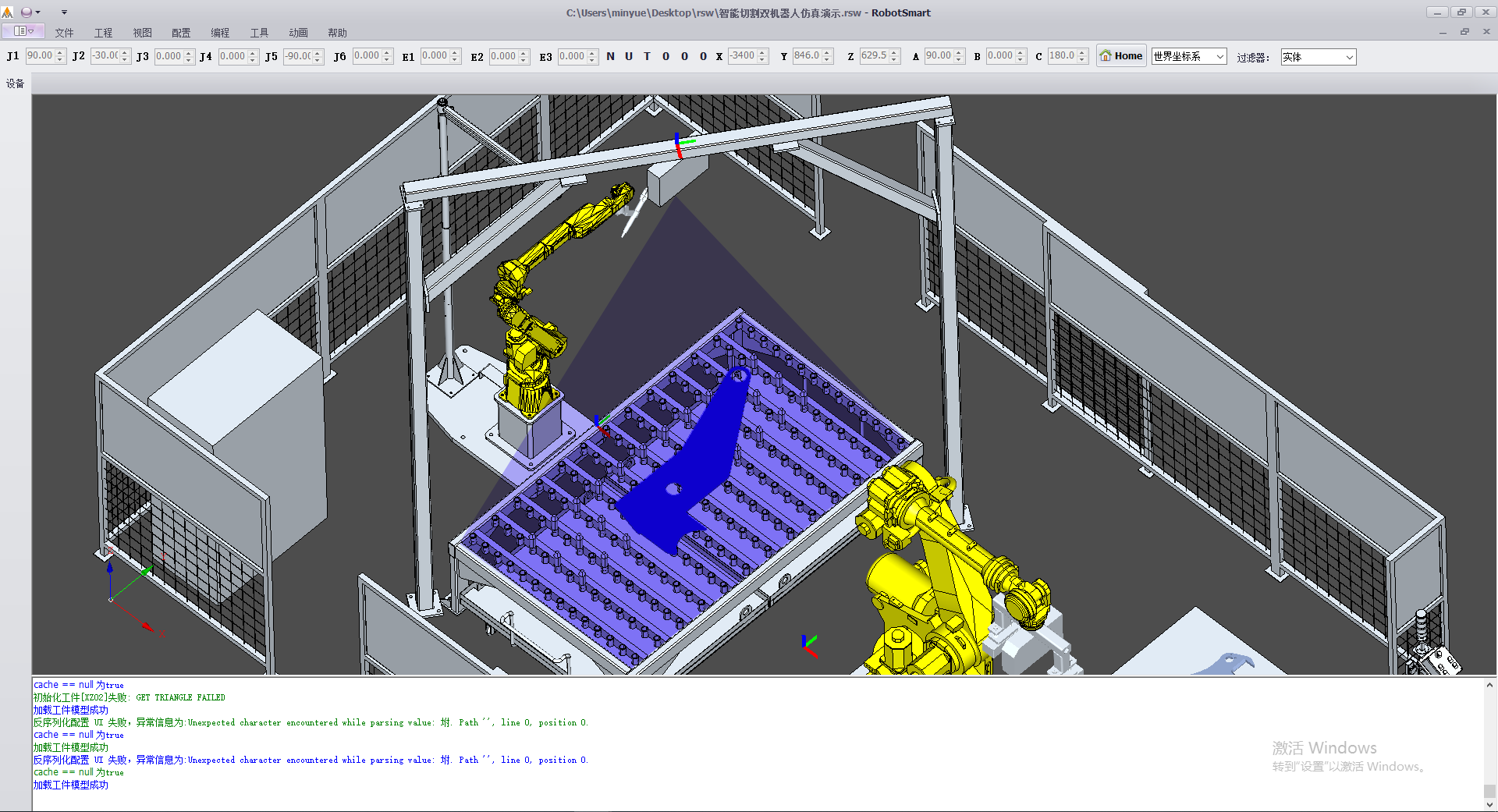
MINYUE TECHNOLOGY ոչ դասավանդման ինտելեկտուալ անկյունագիծ սահքը օգտագործում է RobotSmart ինտելեկտուալ որոշման համակարգ, SmartVisions 3D տեսական համակարգ և SmartEye լազերային հետևանքային համակարգ՝ «ոչ ծրագրավորման + տեսական» ինտելեկտուալ անկյունագիծ սահքի իրականացման համար: Լուծում է ծրագրավորման բարդությունների և ինտելեկտուալության ցածր մակարդակի պատճառավետությունները, իսկ նույնzeitig բավարարում է տարբեր տեսակի փոքր դասերի սահքի պահանջներին, բարձրացնում է մշակումի արդյունավետությունը և արդյունքի տaux։
Դժվար և տարբերական խնդիրների դեպքում գոյություն ունի միայն երեք քայլ:
1. CAD DXF ֆայլերի ներմուծում; 2. Գրավոր տраյեկտորիայի պլանավորում; 3. Ավտոմատ սահքի ծրագրերի գեներացիա, ապա սահքի խնդիրը կարող է լուծվել արագ։
Ավտոմատ սահքի ճանապարհի օպտիմալացում, ինտելեկտուալ անկյունագիծ ճանապարհերի պլանավորում, վերևի և ներքևի անկյունագիծ սահքի հետ ոչ հակառակ սահք։
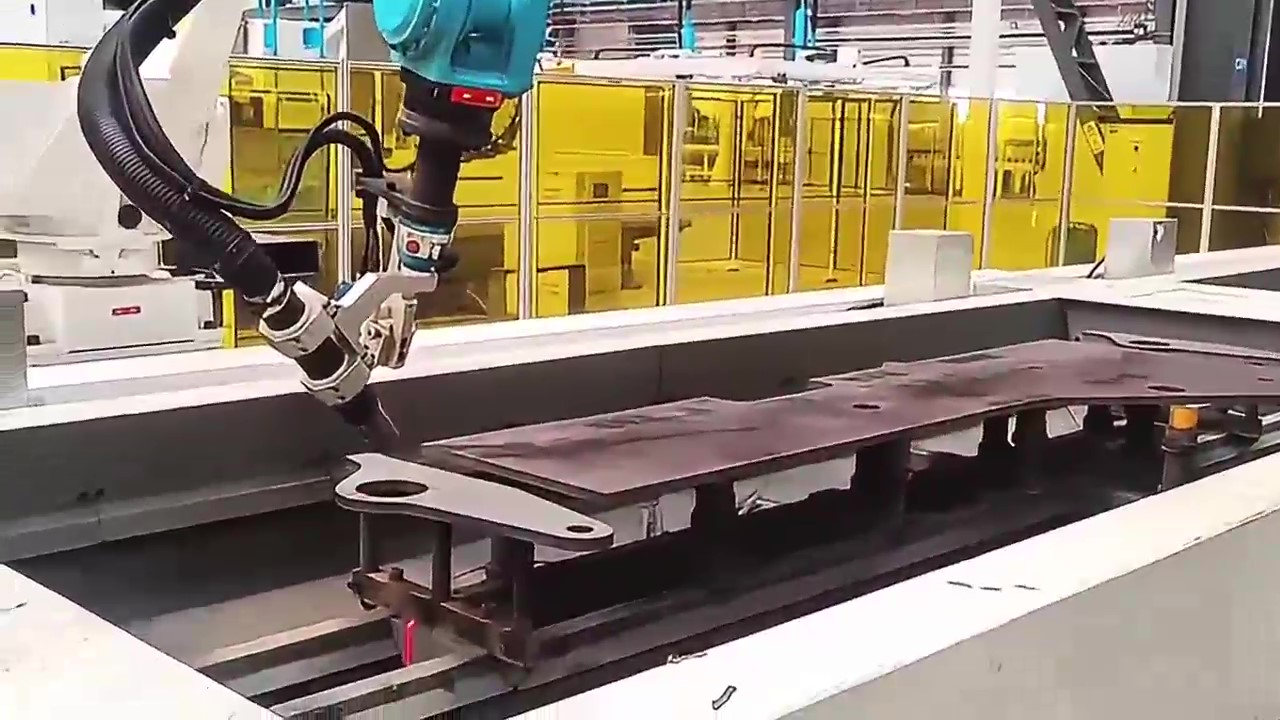
Դիոպտրային կամերան դուրս է գրում նկարներ աշխատանքային հատվածի դիրքը ճանաչելու և վերցնելու հատվածի վրա: Հատումից հետո CNC-ն գնում է աշխատանքային հատվածին վերցնելու համար: Երկու աշխատանքային հատվածներ համատեղվում են միաժամանակ, և հատման տրայեկտորիան 자동으로 պլանավորվում է։ Հատման մակարդակը 0.5-ից 4 մետր է։ Այս գործընթացը շատ բարձրացնում է աշխատանքի արդյունավետությունը և ան전ությունը։ Օգտագործվում են հատման երկու գործառույթ՝ ֆլամային և պլազմային հատում։
Օգտագործվում են տարբեր տեսակի բեռնատրամադրման և բեռնաբացման ռեժիմներ՝ ձեռնարկություն, ձեռնարկություն ձեռնավորությամբ, կանտիլեվերի կրանեի միջոցով բեռնատրամադրություն, տրանսպորտատորի կրանեի միջոցով բեռնատրամադրություն, երկու ռոբոտների համատեղ բեռնատրամադրություն, CNC-ի միջոցով բեռնատրամադրություն։
Արտադրական գործընթաց
● Աշխատանքային հատվածի վրա ձեռնավորություն (աշխատանքային դիրքի կրկնությունը մնում է ±5մմ սահմաններում)։
● Первое производство через программное обеспечение для автоматического выбора положения резки, генерации траектории резки и процессных параметров, сгенерированная программа может быть сохранена в системе управления, последующее производство может быть вызвано напрямую. (RobotSmart может быть развернут через интеллектуальную платформу принятия решений за 15-20 минут.)
● Резак-робот использует лазерный визуальный датчик для точной локализации детали. (Преимущества: выше эффективность и точность по сравнению с контактными датчиками кромки.)
● Поддерживает станки с наземными рельсами, гантелей и консолью.
● Представлено 12 решений для сегментированных прикладных сценариев
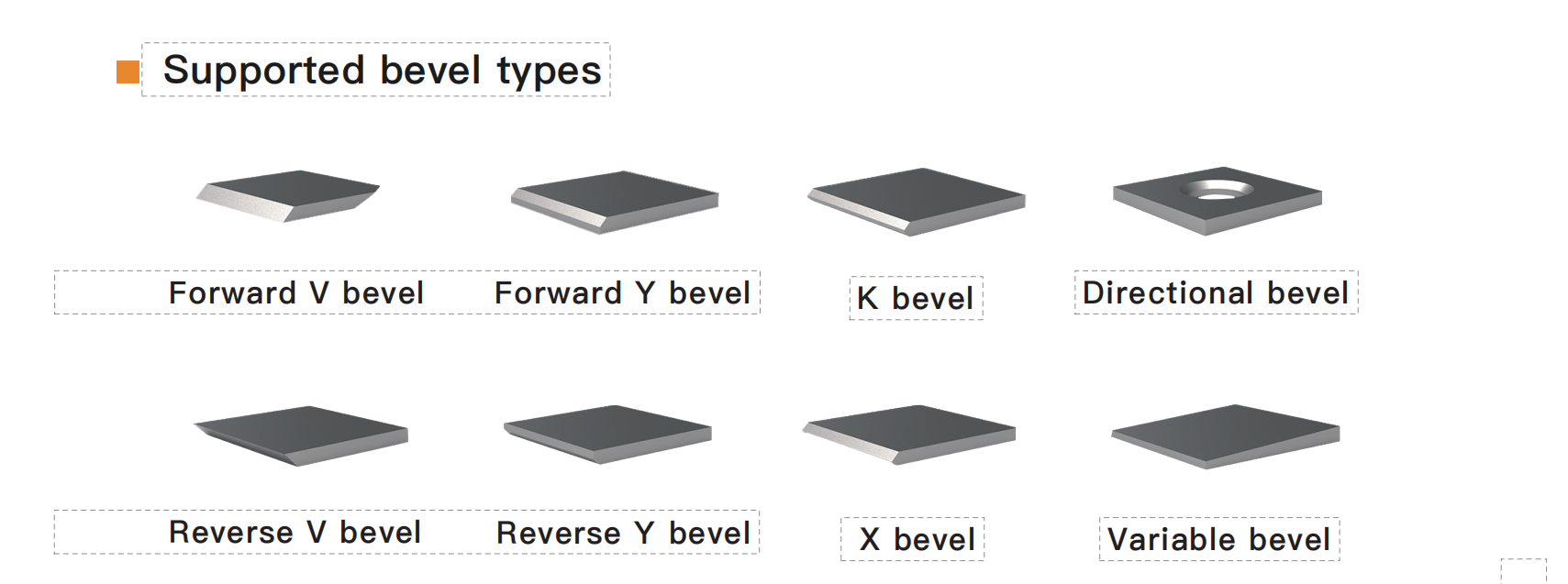
Поддерживаемые типы фасок