EN
EN
 AR
AR
 HR
HR
 NL
NL
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 GL
GL
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 MK
MK
 HY
HY
 AZ
AZ
 KA
KA
 UR
UR
 BN
BN
 LA
LA
 MN
MN
 KK
KK



- بررسی اجمالی
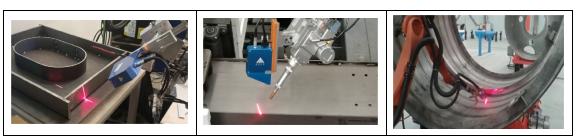
سنسور ردیابی درز لیزری از لیزر برای تابش سطح درز جوش برای تشکیل نوار نور لیزری استفاده می کند که توسط یک دوربین با کیفیت بالا دریافت و تصویربرداری می شود. با پردازش الگوریتمی، ویژگیهای سهبعدی درز جوش به اطلاعات ساختاری تبدیل میشود، از جمله مختصات اتصالات جوش، ناهماهنگی، شکافها و غیره. این اطلاعات به کنترلکننده ربات منتقل میشود و مسیر و پارامترهای فرآیند مورد نیاز برای جوشکاری را برای ربات فراهم میکند، ربات را به سمت جوش یا درست کردن قطعههای کار بیدرنگ، جوشکاری و جوشکاری هدایت میکند. در مقایسه با راه حل های دیگر، ردیابی درز لیزری دارای مزایای عدم تماس، دقت بالا، سرعت سریع و سازگاری خوب است.

سنسور اندازه گیری نور ساختاری خطی را اتخاذ می کند که دارای سرعت تصویربرداری خطی سریع، بدون تماس و بدون حرکت مکانیکی است. سازگاری قوی، قادر به خروجی پارامترهای درز جوش. به طور کامل تعبیه شده، با کامپیوترهای کنترل صنعتی خارجی و بسیاری از مزایای دیگر، به طور گسترده در انواع مختلف جوشکاری خودکار استفاده می شود. صرف نظر از فرآیند جوشکاری، ما می توانیم پشتیبانی قابل اعتماد و عملکرد پایدار را برای اطمینان از نتایج عالی در سناریوهای مختلف جوش ارائه دهیم.
رابط گرافیکی کامل نرم افزار، فرآیند تنظیم پارامتر، جزئیات منوی راهنما، افراد غیرحرفه ای نیز می توانند به سرعت شروع به کار کنند.
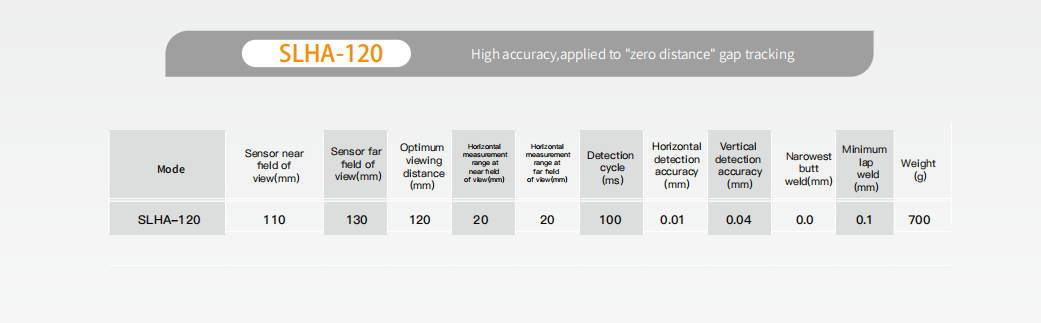
*تشخیص شکاف صفر به سنسورهای مجهز به این عملکرد اشاره دارد که می توان از آنها برای شناسایی شکاف های زیر 0.1 میلی متر استفاده کرد.
* فاصله دید فقط برای مرجع است و ممکن است بر اساس نیازهای خاص کاربر تنظیم شود
این سنسور برای سختترین کاربردها مناسب است، زیرا نسبت به نور سرگردان، آب و گرد و غبار (IP67) حساس نیست و در برابر تشعشعات الکترومغناطیسی (EMC) مصون است.
با عملکرد قدرتمند
01. تصحیح موقعیت و انحراف
تابع تصحیح موقعیت و انحراف برای سناریوهای جوشکاری انعطاف پذیر قطعات کار مختلف با مدل مشابه اما تلورانس های ناسازگار استفاده می شود. این عملکرد تضمین می کند که هنگام تعویض قطعه کار نیازی به مداخله دستی نیست و ربات برای دستیابی به جوشکاری دقیق توسط سیستم تعیین موقعیت و انحراف هدایت می شود.
موقعیت یابی دو نقطه ای مناسب برای جوش های افست 2 بعدی خط مستقیم.
موقعیت یابی چند نقطه ای مناسب برای جوش های افست 2 بعدی چند قسمتی
مکان یابی قطعه مناسب برای جوش های افست سه بعدی چندبخشی.
02 ردیابی در زمان واقعی
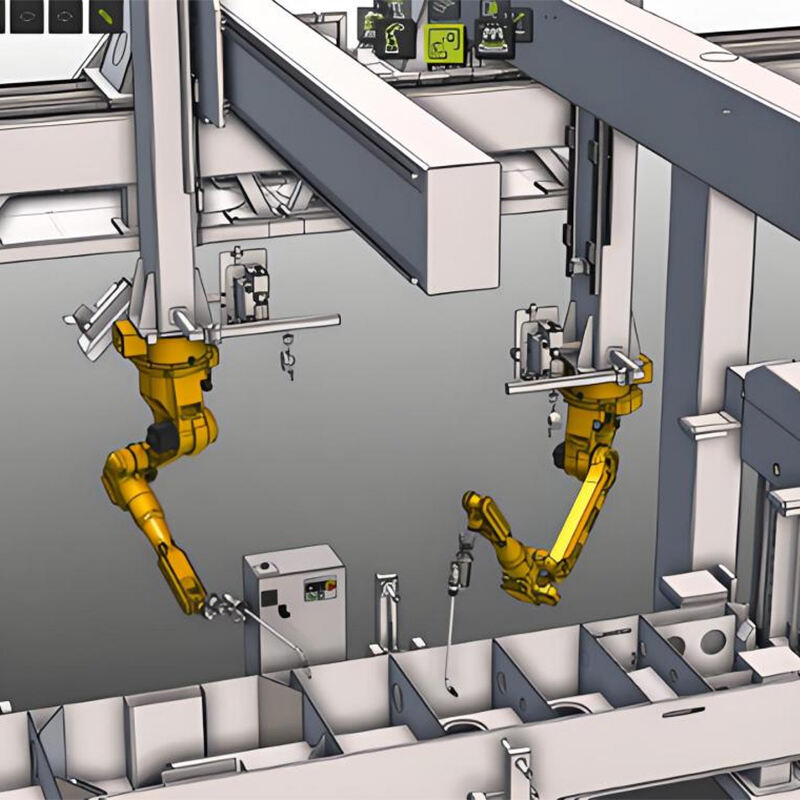
تابع ردیابی بلادرنگ در سناریوهای جوشکاری که نیاز به راندمان بالا و بدون تداخل مکانی دارند استفاده می شود. سنسور نسبت به مشعل جوش ثابت است و مشعل جوشکاری به طور خودکار مسیر جوش را با توجه به داده های مختصات سه بعدی تنظیم می کند.
03. اسکن و جوش اتوماتیک
عملکرد اسکن و جوش خودکار به سنسور اجازه می دهد ابتدا اطلاعات هندسی جوش ها را جمع آوری کند. این عملکرد برای فضاهای جوشکاری با انعکاس بالا، باریک و سناریوهای جوش پیچیده مناسب است.
ردیابی درز لیزری
ردیابی درز لیزری می تواند انحرافات جوش بالا، پایین و چپ و راست را تشخیص دهد.
می تواند جوش های اتصال را با شکاف های کوچک تشخیص دهد.
حل مشکل ردیابی درز جوش برای اتصال صفحه نازک.
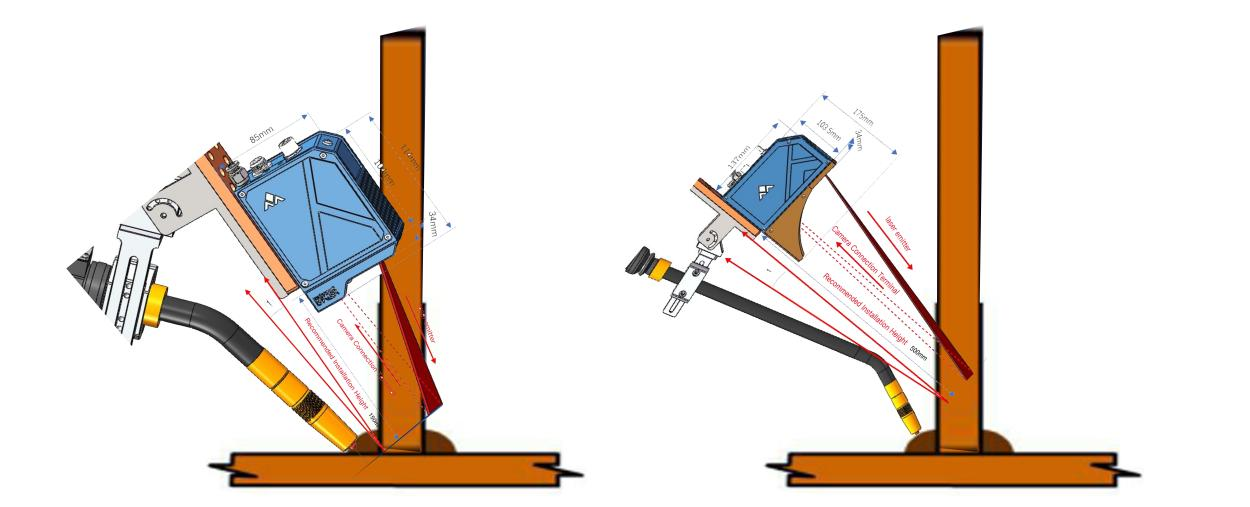
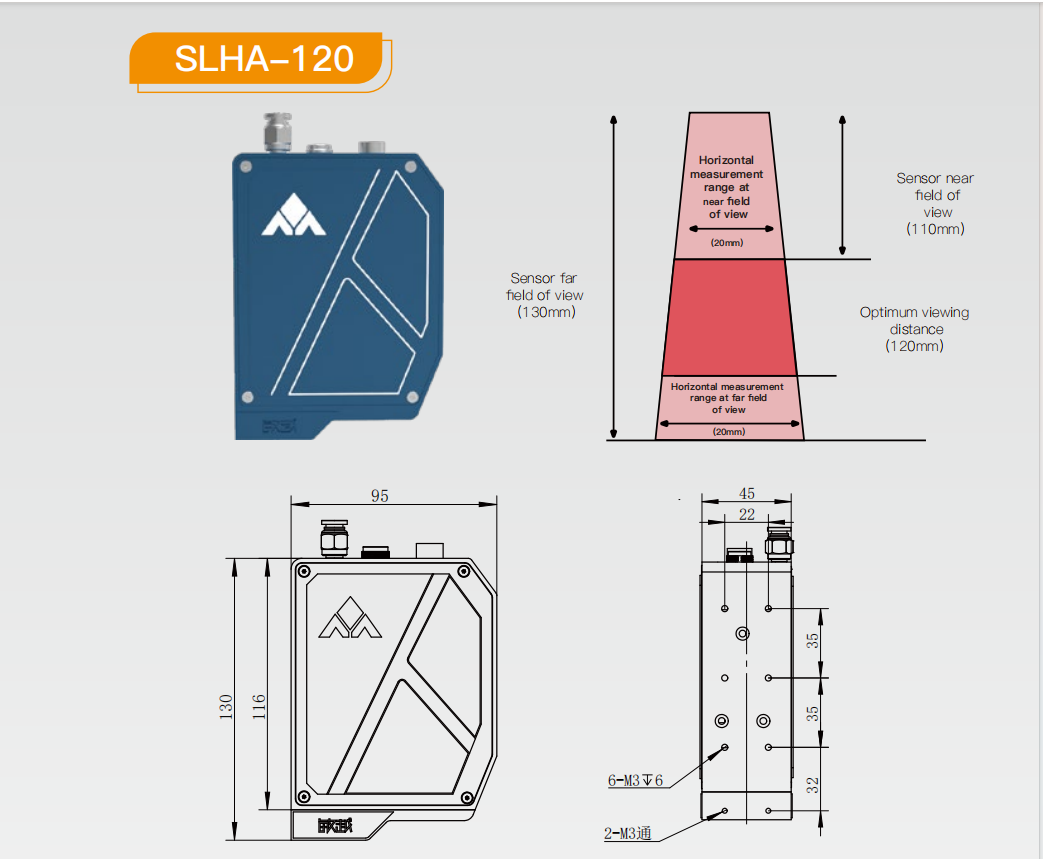
فاصله مشاهده مطلوب حدود 120 میلی متر است.
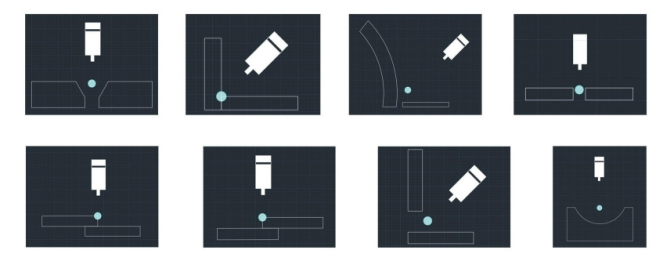
پشتیبانی از نوع جوش
جوش شیار V
جوش فیله
جوش لبه دار
اتصال جوش
جوش های لبه ای و غیره
دقت بالا، جوش های زیر صفر. مناسب برای صنعت جوشکاری فولاد ضد زنگ.
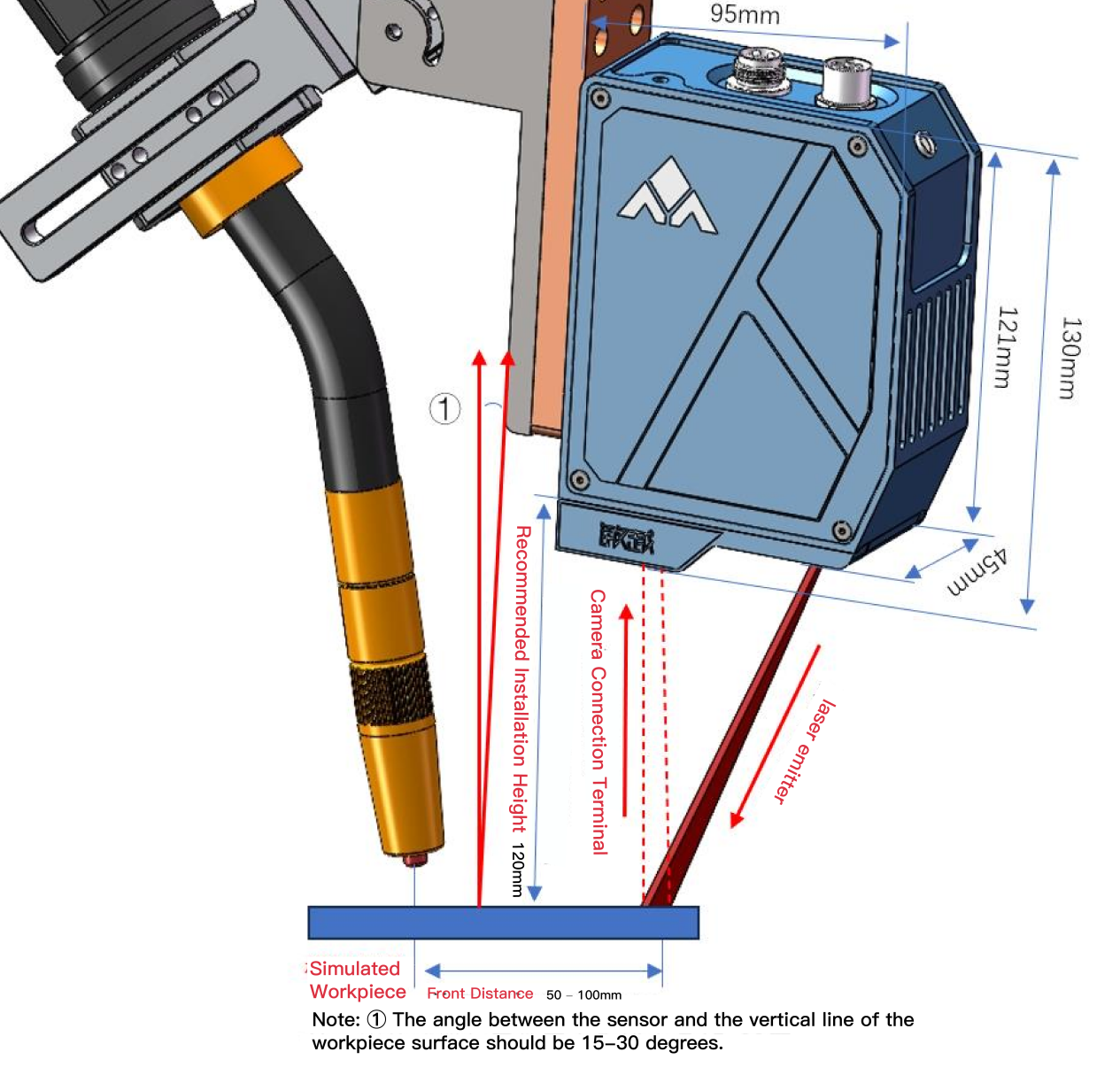
لطفاً با توجه به دامنه واقعی کاربرد، نوع را بطور منطقی انتخاب کنید، برای جلوگیری از سنسور برخورد قطعه کار، بار ربات معمولاً به 20 کیلوگرم نیاز دارد.